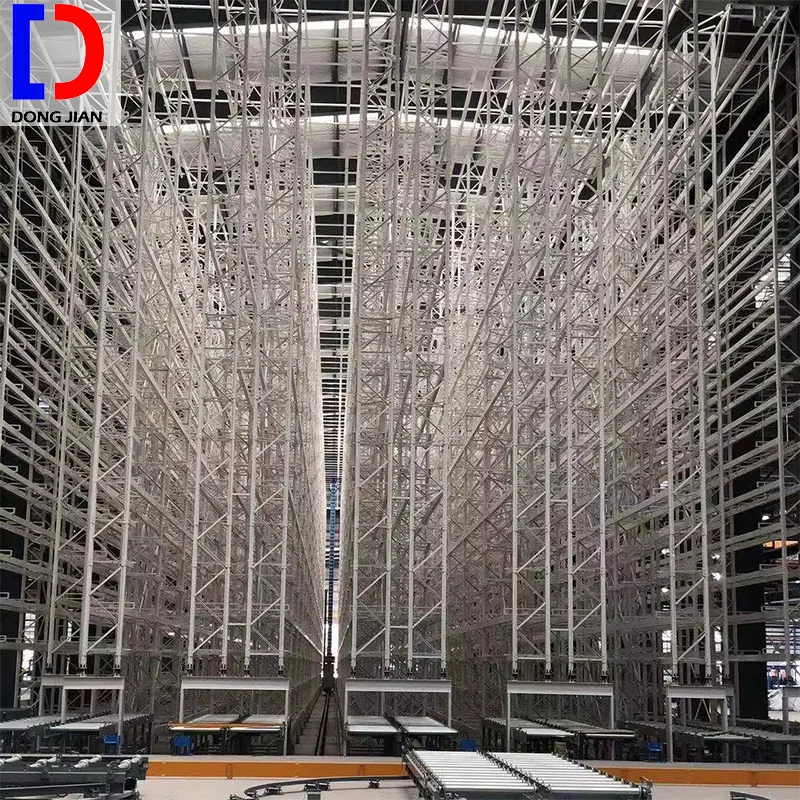






Drive-in pallet racking allows forklifts to enter the rack lanes and place pallets onto horizontal support rails fixed to the uprights. Pallets are stored one behind another within the same lane, creating a compact and space-efficient storage block.
By eliminating multiple working aisles, drive-in racking achieves one of the highest storage densities among pallet racking systems.
Drive-in racking dramatically increases pallet positions per square meter by reducing aisle space. It is an effective solution for warehouses with limited floor area or high land costs.
With fewer aisles and more pallet locations, the system lowers the overall cost per pallet stored compared to conventional selective racking.
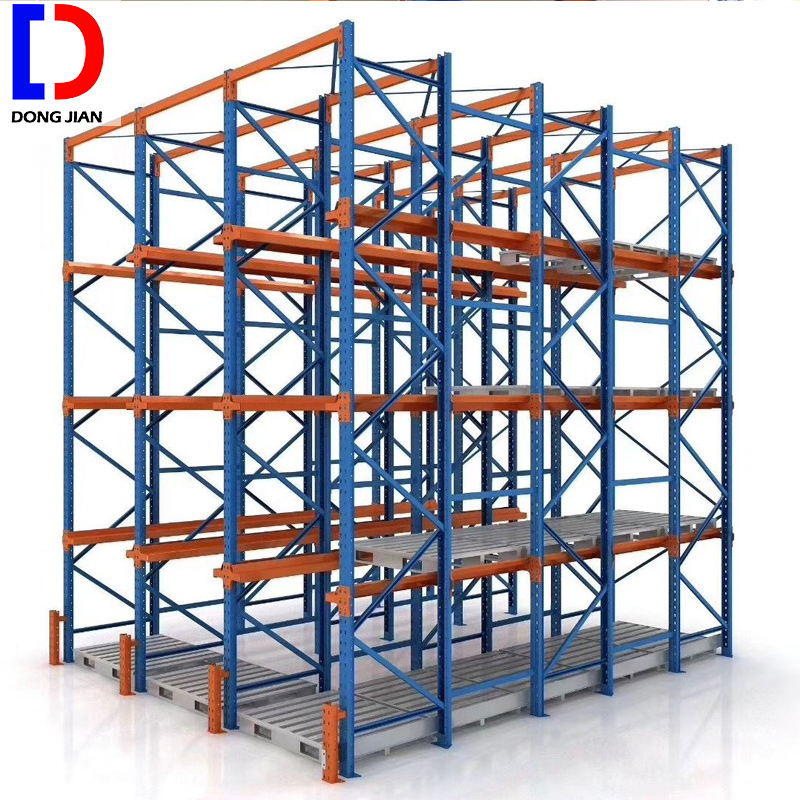
Manufactured from high-strength steel and finished with powder coating, the racking system provides excellent load capacity, corrosion resistance, and long-term durability.
Rack height, lane depth, load capacity, and layout can be customized to suit pallet size, forklift type, and warehouse configuration.
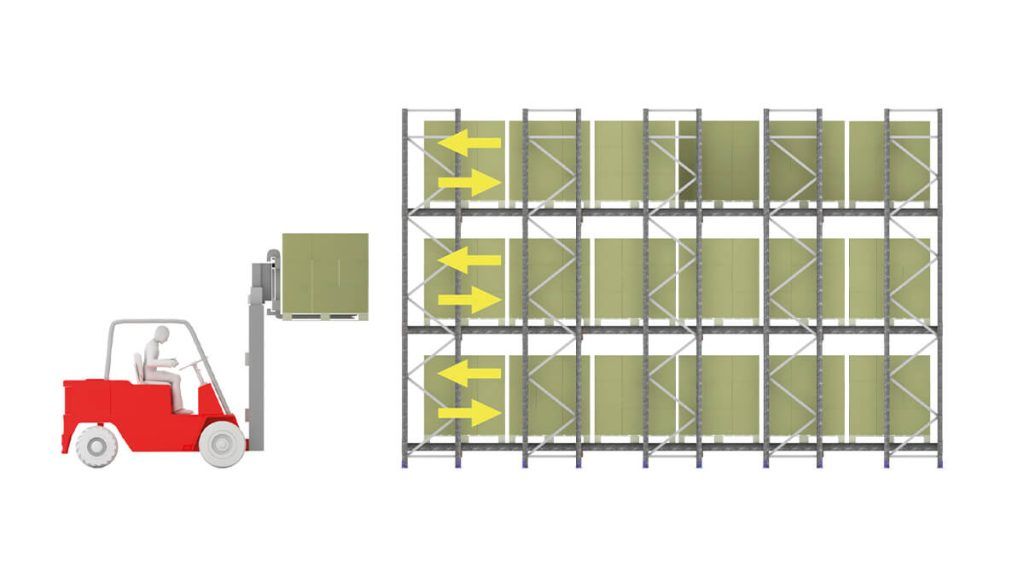
Forklifts enter storage lanes from a single access aisle
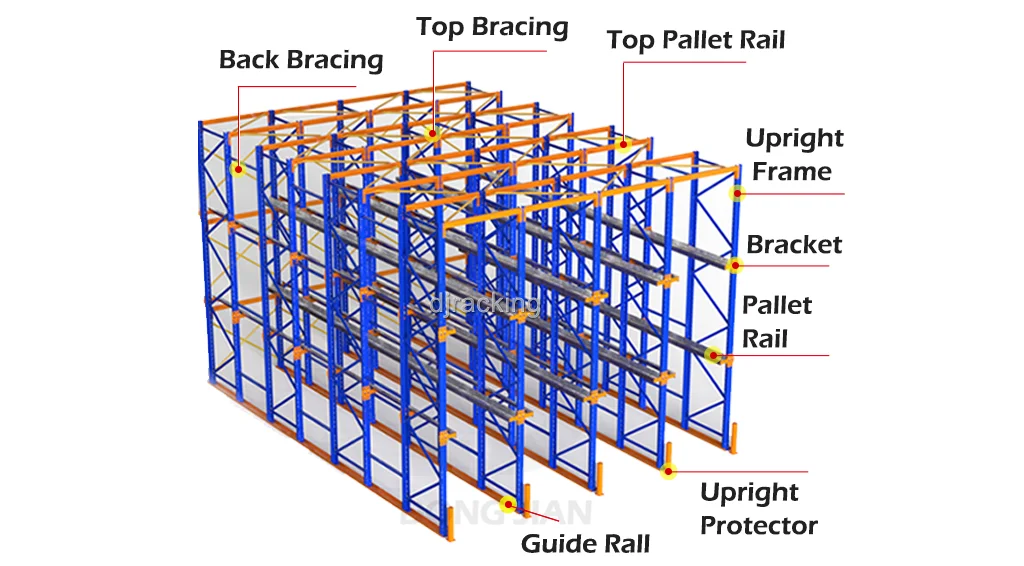
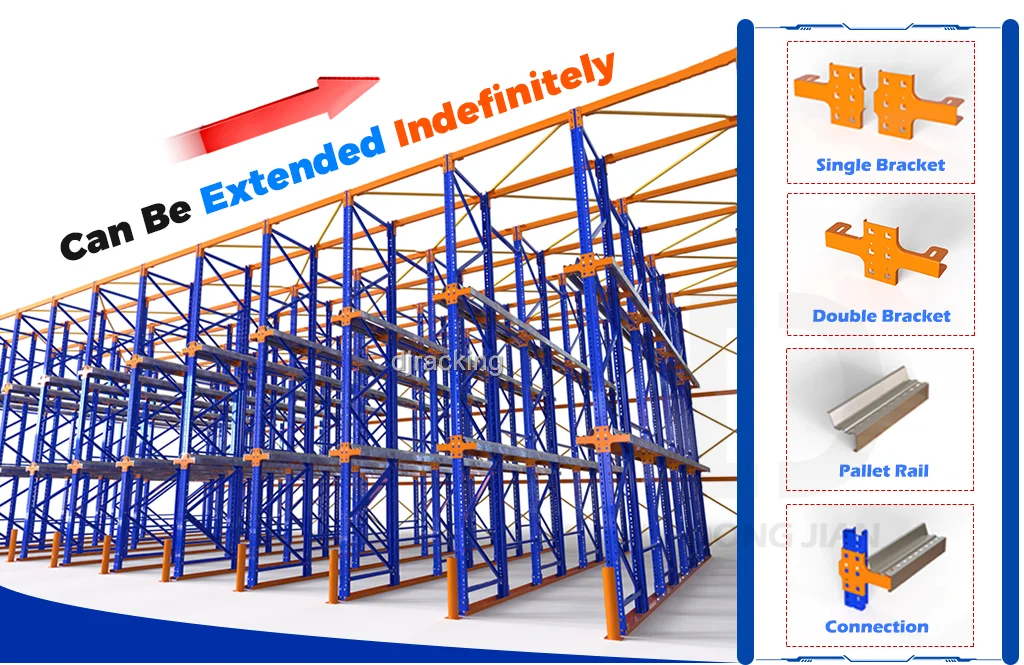
Pallets are placed on support rails inside the rack
Multiple pallets are stored in depth per lane
Inventory flow operates on a LIFO basis
This design minimizes travel distances and maximizes cubic space usage.
High-density multi-deep pallet storage
Powder-coated heavy-duty steel structure
Reinforced uprights and load rails
Forklift guide rails for safe entry
Optional upright protectors and backstops
Compatible with counterbalance and reach trucks

Drive-in pallet racking is best suited for:
Warehouses storing large quantities of the same SKU
Cold storage and refrigerated warehouses
Food and beverage distribution centers
Manufacturing raw material storage
Buffer and bulk storage areas
Extremely high storage density
Reduced warehouse footprint
Lower investment per pallet position
Suitable for heavy loads and tall installations
Limited pallet selectivity
Not suitable for operations with many different SKUs
Inventory rotation follows LIFO principle
| Feature | Drive-In Racking | Drive-Through Racking |
|---|---|---|
| Forklift Access | Single-side | Two-side |
| Inventory Flow | LIFO | FIFO |
| Storage Density | Very High | High |
| Pallet Selectivity | Low | Medium |
| Typical Use | Bulk storage | FIFO-required storage |

To enhance safety and prolong system life, drive-in racking can be equipped with:
Upright protectors
Guide rails
Pallet backstops
Ground rails
Reinforced entry frames
These components help reduce forklift impact damage and ensure safe daily operation.
Designed for high-density warehouse optimization
Proven structural strength and stability
Custom-engineered layouts for each project
Suitable for standard and cold storage environments
Professional technical support from design to installation
Looking to increase warehouse storage capacity without expanding your facility?
Contact us today to receive a customized drive-in pallet racking solution based on your warehouse layout, pallet dimensions, and operational requirements.
👉 Request a Quote
👉 Download Technical Specifications
👉 Speak with a Storage Specialist